Жаропонижающие средства для детей назначаются педиатром. Но бывают ситуации неотложной помощи при лихорадке, когда ребенку нужно дать лекарство немедленно. Тогда родители берут на себя ответственность и применяют жаропонижающие препараты. Что разрешено давать детям грудного возраста? Чем можно сбить температуру у детей постарше? Какие лекарства самые безопасные?
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки .
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в , можно работать.

Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать , а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.

Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Сергей Одинцов
electrod.biz
Как самостоятельно научиться варить электросваркой - видео
Как самостоятельно научиться варить электросваркой? Подобный вопрос может встать перед многими мужчинами, любящими разбираться в различных процессах и умеющими делать строительные или ремонтные работы своими руками. Умение обращаться со сварочным аппаратом может пригодиться при возведении забора, ремонте балкона, стройке на даче, и другой бытовой работе. Те, кто особенно хорошо освоил это дело, могут самостоятельно варить трубы для подачи воды или создания отопительной системы. Быстро создать крепкое соединение, лучшее чем сварной шов, не получиться. Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки. Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.

Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии - это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора. Суть процесса в следующем:
- Аппарат выдает необходимое напряжение.
- От инвертора исходит два кабеля (+ и -), первый крепится на изделие, а второй снабжается держателем для электрода. Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
- В момент прикосновения конца электрода к изделию возбуждается электрическая дуга.
- Частицы расплавленного стержня электрода и кромок свариваемого металла образуют соединительный шов.
- Покрытие на электродах, плавясь, создает газовое облако, защищающее от воздействия окружающей среды сварочную ванну, и обеспечивающее соединение без пор.
- При застывании металла, на его поверхности образуется слой шлака, который удаляется легким постукиванием.
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Подготовка рабочего места

Как научиться варить электросваркой в сжатые сроки? За один день этого сделать не получиться, но применяя советы из разнообразных видео и подготовив все необходимое на рабочем месте, можно быстро приступить к практике.
Чтобы научиться варить сварочным инвертором нужна пластина для розжига электрода. Не всегда можно присоединить массу на изделие, поэтому потребуется небольшой металлический столик или основание. Под рукой у сварщика должен быть молоток для корректировки правильности фиксации металлических частей, шлакоотделитель, и средство для тушения огня (песок или огнетушитель). Сваривать металл инвертором важно, будучи хорошо защищенным от вредных воздействий. Независимо от места выполнения работ (домашние или производственные условия) у каждого сварщика должны быть:
- защитная маска со светофильтром, соответствующим освещению на рабочем месте (в фильтре №5 будет плохо видно в помещении, в №3 будет очень слепить глаза на улице);
- рукавицы из брезентовой ткани для защиты от температуры и брызг;
- толстая, не воспламеняющаяся одежда, не заправленная за пояс;
- ботинки;
- головной убор для защиты от летящих капель шлака.
Учимся держать электрод

Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат. Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй - винтовым. Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Самоучитель по розжигу дуги
Как научиться варить электросваркой можно узнать на обучающем видео. Все начинается с разогревания электрода. Чтобы возбудить электрическую дугу между массой и концом электрода, необходимо легонько постучать последним об поверхность. Рекомендуется это сделать на отдельной пластине, чтобы не оставить следов на изделии. Разогретый электрод подносят к месту соединения, и дуга возбуждается от малейшего касания с поверхностью. Первое время, можно просто сжечь пару электродов, для того чтобы рука привыкла к дистанции и стабильном удержании дуги. Это поможет освоиться и зрительно, когда в маске перестанет все сверкать, и придет понимание происходящего процесса. Для различия расплавленного шлака и металла в сварочной ванне, стоит запомнить, что самый белый и яркий свет исходит от стали, а красноватый от шлака. Научившись различать эти составляющие можно лучше формировать швы и замечать не проваренные места.
Движения электродом
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии. Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом - залог правильной структуры и крепкого шва. Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями. Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами. Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
- зигзаги;
- овалы;
- восьмерки;
- треугольники.
Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
- Выставить изделие в нужном положении.
- Произвести фиксацию заданного положения сварными прихватками, длинной в 5 мм, минимум в двух местах с каждой стороны. Это необходимо ввиду свойства металла сжиматься и расширяться от нагрева. Если приступить к свариванию частей без прихваток, то другой край изделия может существенно отклониться от необходимого размера. От прихваток отбивается шлак, чтобы исключить его повторное расплавление и попадание в сварочную ванну.
- Зажигается дуга и накладывается корневой шов. Завершение шва необходимо делать внахлест застывшего металла, чтобы избежать воронок и иных дефектов.
- Отбивается шлак, и визуально проверяется качество соединения.
- Накладывается шов на противоположной стороне для баланса натяжений.
- Выполняются последующие слои с чередованием сторон.
- Окончательный вариант обрабатывается, по необходимости болгаркой, и закрашивается для предотвращения коррозии.
Вертикальное соединение
Вертикальные швы выполняются несколько иначе, и к их созданию необходимо приступать только после хорошего освоения сваркой в нижнем положении. Критерием в этом случае является прерывистая дуга, обеспечивающая застывание наложенного металла, и предотвращающая его падение вниз. После выполнения прихваток, концом электрода делаются поперечные движения, с отрывом дуги после одной-двух манипуляций. Шов ведется снизу вверх. Сварочные режимы Умение подобрать правильный режим сварки - обязательное условие для хорошего качества работы. Вот основные стандарты:
Электросварка является экономичным и прочным способом соединения металлических деталей. Проявляя терпение, усидчивость, и следуя вышеизложенным советам, можно быстро овладеть дуговой сваркой и успешно реализовывать свои строительные цели.
svarkalegko.com
Электросварка - осваиваем самостоятельно
Я бы в сварщики пошел - пусть меня научат!
Профессия сварщика давно и надежно вошла во многие отрасли промышленности и домашнего хозяйства. Потребность в ней есть практически везде. Доступность современного сварочного оборудования позволяет как научиться варить электросваркой самостоятельно, так и овладеть профессией на более серьезном уровне.
 Необходимые сварщику элементы
Необходимые сварщику элементы Чтобы в совершенстве овладеть техникой работы со сварочным оборудованием, потребуется понимание не только физических процессов при работе с металлом, но и набор знаний о сварочных аппаратах, а также различных неисправностях, особенностях технологий, и других «подводных камнях». Нужно уметь разбираться в тонкостях профессии сварщика на каждом этапе - начиная от подготовительного, и вплоть до завершающего. В профессионально-технических училищах на обучение этой профессии уходит от двух до трех лет.
Что нужно понимать, перед тем как научиться варить электросваркой?
- быть в состоянии правильно выбирать режим для работы с различными материалами (сталь, сплавы, цветные металлы);
- знать различные приемы создания сварочного шва;
- уметь грамотно выбирать электроды и сварочную проволоку;
Как научиться электросварке самостоятельно?
Если не ставится задача стать профессионалом высшего класса, то достаточно будет освоить ключевые приемы и разобраться с основными понятиями, и уже можно экспериментировать со сварочными работами в подсобном хозяйстве.
Итак, с чего начать?
В первую очередь, понадобится сварочный аппарат и электроды. Начинать лучше с электродов диаметром 3 мм - они подходят для большинства задач и не очень сильно нагружают электрическую сеть. Аппараты по принципу работы подразделяются на три категории: трансформаторный, выпрямитель, и инвертор. Инверторы - наиболее компактные, легкие и удобные в работе для новичков.
Выбирать сварочный аппарат нужно основываясь на целях работы
Затем нужно выбрать несколько металлических фрагментов, на которых можно потренироваться. Потребуется ведро с водой, молоток для сбивания шлака, а также металлическая щетка для зачистки поверхности. Из спецодежды и защитной экипировки понадобится:
- маска для защиты лица и шеи со специальным светофильтром (например, маска-хамелеон);
- перчатки из плотной ткани;
- спецодежда из прочной ткани, с длинными рукавами.
Не забываем о мерах предосторожности: рядом не должны находиться горючие или легко воспламеняемые материалы, а электрическая сеть должна быть способной выдерживать нагрузки, возникающие при работе сварочного аппарата.
Первые шаги в деле обучения как правильно варить электросваркой
Следует позаботиться о заземлении - соответствующий зажим должен быть прочно прикреплен к детали. Затем нужно проверить кабель - насколько хорошо он изолирован и качественно заправлен в держатель.
После подключения «массы» можно подбирать значение силы тока - в зависимости от электрода и материалов, с которыми предполагается работать.
Перед тем как зажечь дугу, электрод устанавливается по отношению к заготовке под углом около 60 градусов.
Держатель для электродов При медленном движении появятся искры - это значит, что должна появиться сварочная дуга. Для ее создания нужно поставить электрод так, чтобы зазор между ним и поверхностью был не более пяти миллиметров. Этого же правила следует придерживаться и при дальнейшей работе.
Постепенно электрод будет выгорать. Не стоит спешить передвигать его. Скорость движения электрода зависит от многих факторов - более подробно они будут раскрываться в процессе практики.
Что делать, если произошло залипание электрода? Достаточно слегка качнуть им в сторону.
Для создания стабильной сварочной дуги желательно выдерживать расстояние от 3 до 5 миллиметров между концом электрода и поверхностью детали. В случае дуги длиной в 2-3 мм, которая отказывается зажигаться, можно увеличить силу тока.
Особенности сварочной дуги и полярности при создании шва
При попытке наплавить валик нужно стремиться смещать расплавленный металл к центру сварочной дуги.
Электрод плавно перемещается по горизонтали, сопровождая колебательными движениями. Благодаря этому получается красивый и качественный шов. Чтобы научиться варить электросваркой, как
Масса - для электродуговой сварки
профессионал, нужно знать, чем отличается сварка прямой полярностью от обратной.
Электрическая дуга образуется при подаче переменного или постоянного тока от источника питания. Если положительный полюс питания (анод) подключается к детали, то это означает, что дуговая сварка имеет прямую полярность.
А если к детали подключается отрицательный полюс питания (катод), получается дуговая сварка с обратной полярностью. Электрическая дуга приводит к тому, что металлический стержень электрода расплавляется, и смешивается с расплавленным материалом изделия, образуя так называемую сварочную ванну. При этом образуется шлак, который выходит на поверхность.
Как правильно варить с помощью электросварки при различной величине сварочной ванны?
В зависимости от положения ванны в пространстве, а также с учетом различных сварочных режимов, конструкции соединяемых деталей, размеров и формы кромок, а также скорости, с которой перемещается дуга на поверхности, величина сварочной ванны может различаться. Как правило, ее размеры могут колебаться в диапазоне:
Сварка электродом
- от 8 до 15 мм - ширина;
- от 10 до 30 мм - длина;
- до 6 мм - глубина.
Как рассчитывается длина дуги? Это расстояние от одного активного пятна, расположенного на ее поверхности, до другого (которое находится на расплавленной поверхности электрода). Когда покрытие электрода плавится, около дуги и над сварочной ванной появляется газовая атмосфера, которая вытесняет воздух из зоны сварки, предотвращая его влияние на расплавленный металл. Также сюда попадают пары легирующих элементов как основного, так и электродного металла.
Кроме того, от окисляющего воздействия воздуха защищает шлак, потому что он покрывает поверхность сварочной ванны. А еще благодаря ему металл очищается от вредных примесей. Шлак образуется по мере удаления дуги и кристаллизации металла в сварочной ванне при формировании шва.
О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги - залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталлаЕще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его - поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Обрывание и соединение швов
Как научиться правильно варить разорванные швы электросваркой? Если электрод выгорел практически до конца, то приходится останавливаться для его замены. Перед возобновлением работы удаляется шлак, и можно продолжить процесс.
Дуга зажигается на расстоянии 12 мм от кратера (это углубление, появившееся на конце шва). Электрод возвращается к кратеру, чтобы получился сплав нового и старого электродов, а затем продолжается его движение по выбранной изначально траектории.
Преимущества и недостатки, характерные для ручной сварки
Преимущества:
- можно проводить работы в местах, к которым ограничен доступ;
- есть возможность сваривать различные виды стали, что осуществляется благодаря широкому выбору электродов; Преимущества электродуговой сварки - малый вес
- смена одного свариваемого материала на другой проходит без сложностей и быстро;
- доступ к конструкциям практически из любого положения в пространстве;
- сварочное оборудование легко транспортируется и отличается удобством в работе.
Недостатки:
- достаточно вредные условия работы;
- качество швов напрямую зависит от квалификации сварщика;
- КПД и производительность достаточно низкие (по сравнению с другими разновидностями сварки).
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла . Для этого требуется минимум оборудования, а бюджетные стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой .
Ряд нюансов, незаметных на первый взгляд, играют большую роль в итоговом качестве шва. Итак, что потребуется
начинающему сварщику?
Итак, что потребуется
начинающему сварщику?
- Непосредственно . Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы : раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня , чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры . Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.

При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
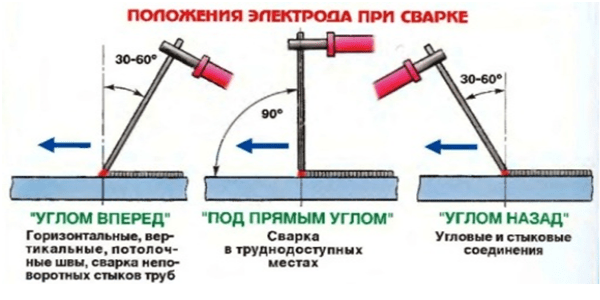
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте - ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.

 Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки , поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.

Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) - получают приличного «зайца».
 Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика - угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».

Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.


Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.

Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате . Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.

Следующий этап курса молодого бойца - вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» - в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь - обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!